Welding machine WSM400-WSM500


Specifications
>Input voltage: 3~380VAC±10%, 50/60Hz
>Input cable: ≥6mm², length≤10m
>Distribution switch: 63A
>Output cable: 50mm², Welding torch length≤15m
>Ambient temperature: -10℃~+40℃
>Use environment: The air inlet can not be blocked, no direct sunlight exposure, pay attention to dust
>Cylinder installation: fixed firmly, avoid collision, place in a cool place, do not expose to the sun
Features of Welding machine WSM400-WSM500
>Advanced IGBT module inverter technology, beautiful shape
>With manual welding, constant current argon arc welding, pulse argon arc welding functions
>Accurately control the current ramp-up and ramp-down speed to achieve perfect welding
>Light weight, small size, high efficiency and energy saving, high load duration
>Perfect protection circuit and fault display function, safe and reliable
>Adopt all-digital structure, high integration, low failure rate of the whole machine
>Welding process storage and recall function, software upgrade can support special process
>The high-frequency generator adopts special ultra-high-voltage capacitors, which have excellent and reliable high-frequency performance.
>Humanized, beautiful appearance design, more convenient operation
>Three-proof design of key components, suitable for various harsh environments, stable and reliable operation
Product parameters of Welding machine WSM400-WSM500
| Product Type | WSM-400 | WSM-500 |
| Input Power Source | Three-phase 380V | Three-phase 380V |
| Rated Input Capacity | 13.9KVA | 20KVA |
| Inverting Frequency | 20KHZ | 20KHZ |
| No-Load Voltage | 70V | 74V |
| Duly Cycle | 60% | 60% |
| Voltage Range | 10-400A | 20-500A |
| Carbon-point Diameter | 2.0-5.0mm | 2.0-5.0mm |
| Efficiency | 80% | 80% |
| Insulation Class | Class F | Class F |
| Dimensions | 560X305X530mm | 650X335X575mm |
| Weight | 27.5KG | 38.2KG |
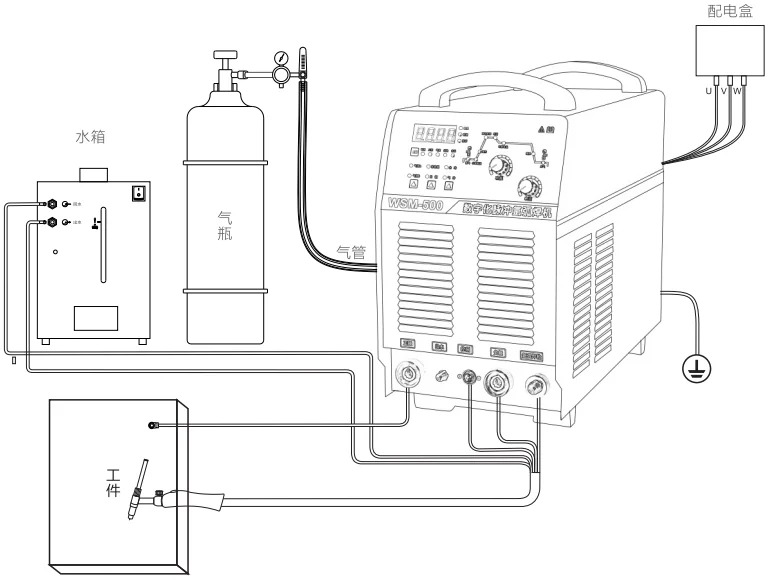
Welding machine external connection diagram
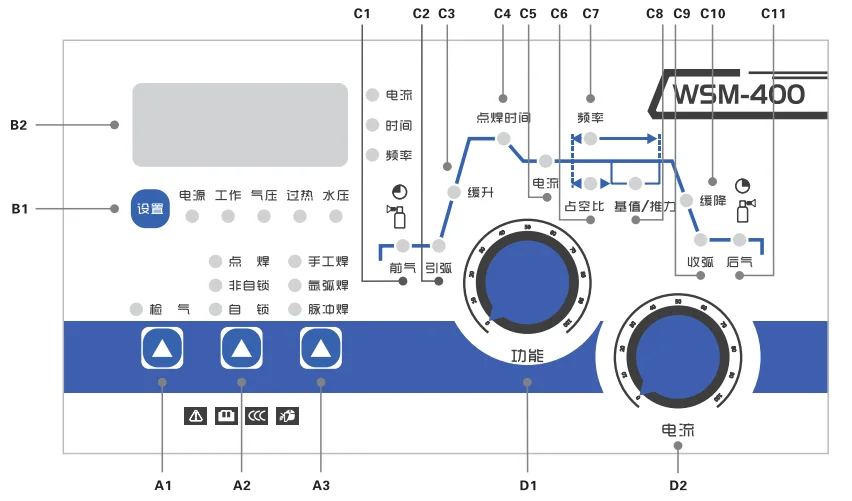
Panel function description of Welding machine WSM400-WSM500
| Features | Adjustment unit | Adjustment range | Defaults |
| Air time | 0.01 | 0.01s~5s | 0.5s |
| Arc ignition current | 1 | 20A~40A | 20A |
| Ramp up time | 0.01 | 0.01s~10s | 0.5s |
| Welding current | 1 | 20A~400A | 100A |
| Pulse frequency | 0.1HZ | 0.1HZ~1000HZ | 1HZ |
| Duty cycle | 1 | 1%~90% | 30% |
| Base current | 1 | 20A~400A | 20A |
| Ramp down time | 0.01 | 0.01s~10s | 0.5s |
| Arc current | 1 | 20A~100A | 40A |
| After air time | 0.01 | 0.01s~60s | 2s |
lnstructions of Welding machine WSM400-WSM500
| Parameter item | Function Description | |
| Area A | A1: gas detection button: switch mode. Press to enter the state of manual gas detection. release to stop | A2: Welding mode selection button: Press to select spot welding, non-self-locking and self-locking modes cyclically, valid for argon arc welding |
| A3: Welding type selection button: press to select one of the three welding forms of 'manual welding', 'constant current argon arc welding' and 'pulse argon arc welding' | ||
| Area B | B1: Setting button: special panel setting operation button. Press and hold for more than 5s to enter the setting state; after setting, press the setting button again to save the setting data. Power failure is not lost. Behind it is the function status indicator: light up to indicate the current working status of the device | B2: Digital display table: digital display of parameters. Display current parameter, time parameter and frequency parameter respectively. Followed by the digital display unit indicator light: corresponding to various settings or actual work, the digital display meter displays the corresponding unit display parameters, and the indicator light is on. |
| Area C | C1: Front air indicator, set the advance air time | C2: Arc ignition indicator, set the arc ignition current |
| C3: Slow rise indicator light, set the rise time from arc ignition current to welding current | C4: Spot welding time indicator, set the duration of spot welding | |
| C5: Current indicator, set preset current and actual current. Peak current during pulse | C6: Duty cycle indicator, set the peak current duty cycle | |
| C7: Frequency indicator, set pulse current frequency | C8: base value/thrust current indicator light, set the pulse base value current size, set the thrust current size during manual arc welding | |
| C9: crater indicator light, set the crater current size | C10: Slow down indicator light, set the down time from welding current to final arc current | |
| C11: Rear air indicator, set the delayed air supply time | | |
| Area D | D1: Function encoder, various function selection items when adjusting the corresponding setting state | D2: Current encoder, adjust the parameters of various function items in the corresponding setting state and preset state |
Error code of Welding machine WSM400-WSM500
>E01: The air pressure switch is not closed, E02: The water pressure switch is not closed, EO3: The temperature inside the machine is too high
- Country: China (Mainland)
- Business Type: Manufacturer
- Address: No.999, Nanyi Road, Chengdu Economic and Technological Development Zone, Chengdu
- Contact: Anqiyang








