Development System of BMC Rotor Mould


Product Quick Detail
- Minimum Order
- 1
- Place Of Origin
- huzhou city, zhengjiang, China.
- Packaging
- wooden box
- Delivery
- Product: 10 days-2 months Mold: 2 months
Specifications
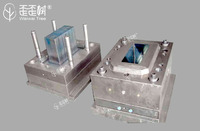
At present, in the development process of BMC mold, the BMC material is thermosetting resin. In the process of mold heating and curing, because of the expansion performance of BMC composite material, the pressure in the mold cavity suddenly increases, which makes it difficult to demould the BMC compound products, and the products are difficult to separate from the mold. Especially some products with long straight surface can not separate from the mold, resulting in die scrap and product development failure.
The BMC Rotor Mold can successfully complete the production process. Compared with the existing technology, it has the following advantages: there is a long straight surface product in the BMC rotor moulding, so it can not be separated from the mold, and it can be used when it can not set a large demoulding slope on the product surface. In the process of mold locking, the lock insert is locked up and down through the lock surface, so that the insert will have a fully fitted balance state, and the fit between the insert and the middle sleeve plate will leave a large space for fit clearance, which effectively prevents the die expansion during the injection molding process. When opening the die, the lock surface is removed and the insert is peeled off from the product quickly, so that the ejection production process can be completed smoothly and the stability of the whole die can be further improved.
- Country: China (Mainland)
- Business Type: Manufacturer
- Market: Africa,Americas,Asia,Emerging Markets,Europe,G20,Middle East,Oceania
- Founded Year: 313218
- Address: No.62,zhidailang,sha village,luoshe town, deqing,huzhou city, zhengjiang, China.
- Contact: Coffee Tu