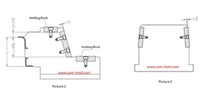
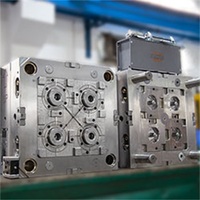
Metal Insert Mold
Product Quick Detail
- FOB Price
- USD $200,000.00 / Piece
- Place Of Origin
- Dongguan
- Minimum Order
- 1
- Packaging
- N/A
- Delivery
- 2-5 weeks
Specifications
- Country: China (Mainland)
- Business Type: Manufacturer
- Market:
- Founded Year:2017
- Address:No.136 Xingwu Road,Wusha Community, Changan Town,Dongguan, China
- Contact:usm mold


Other products from Unique Solutions Mold



Relate products of Metal Insert Mold

Insert Molding Parts The combination of easy plasticity and elasticity of plastic and rigidity, strength and heat resistance of metal can be firmly made into a complex and exquisite metal-plastic integrated product, it can also reduce product size and weight; The combination of ...

Insert Mold USM molds focus on structural parts injection molds, water-assisted Gas-assisted injection molds, small parts plastic molds, precision plastic molds, and plastic parts product molds, from mold design to mold manufacturing, mold assembly test molds, product injection ...

What Is the Difference between Insert Molding and Overmolding Plastic injection molding is one of the most widely used processes for manufacturing high-quality and extremely precise parts. The process is known for its multiple advantages. Consequently, a wide range of ...



